

Study on the Light Transmittance of DFDA-7042
The linear low-density polyethylene (LLDPE) DFDA-7042 produced by China Coal Shaanxi Yulin Energy & Chemical Co., Ltd. utilizes the Unipol gas-phase fluidized bed process technology. This film product is primarily used in the market for applications such as greenhouse films, stretch wraps, and consumer packaging, all of which require high light transmittance. Compared to high-pressure low-density polyethylene (HP-LDPE) film products, DFDA-7042 improves the mechanical properties of the film, offering higher tear strength, puncture resistance, and tensile strength, although its light transmittance is relatively lower.
Factors Affecting the Light Transmittance of DFDA-7042
The factors influencing the light transmittance of DFDA-7042 can be divided into two categories. The first category involves adjustments made before pelletizing, such as altering polymerization conditions and the use of additives to modify the polymer's melt flow rate (MFR), density, molecular weight, and distribution. These changes can alter the molecular structure of the polymer to enhance the film's light transmittance. Specific methods include reducing ash content in the film, lowering ethylene partial pressure, using high-activity catalysts and additives, and adding nucleating agents.
The second category involves optimizing the film-forming process after pelletizing to improve the film's light transmittance. Specific methods include optimizing melt temperature, reducing the height of the cooling line, and increasing the blow-up ratio to enhance the film's light transmittance. The key factor affecting the optical properties of the film is the crystallinity of the LLDPE. When the spherulites formed during LLDPE crystallization are large, visible light cannot pass through them, affecting the film's light transmittance.
This study, based on practical work scenarios, investigates the impact of the film-forming process on the light transmittance of DFDA-7042 films that have already been pelletized, aiming to select the optimal film-forming conditions (using film haze to characterize the film's light transmittance).
1 Experimental Section
1.1 Instruments and Equipment
Blown Film Machine, LF600, Φ30 type, LabTech Company
Haze Meter, 4775 type, BYK-Gardner, Germany
1.2 Experimental Materials
Linear low-density polyethylene, DFDA-7042, China Coal Shaanxi Yulin Energy & Chemical Co., Ltd., melt flow rate (MFR) 2.0 g/10 min, density 0.920 g/cm³.
2 Experimental Process and Conclusions
The crystallinity of the polymer has two main effects on the size of spherulites: cooling rate and crystallization temperature. Specifically, under rapid cooling conditions, crystallinity is low, and spherulite size is small; under slow cooling conditions, crystallinity is high, and spherulite size is large. Crystallization at higher temperatures results in larger spherulites and higher crystallinity, while crystallization at lower temperatures results in smaller spherulites and lower crystallinity.
By adjusting a series of processing parameters, the impact of cooling rate and crystallization temperature on film haze during the film-blowing process was identified, and the optimal process conditions were determined.
2.1 Effect of Processing Temperature
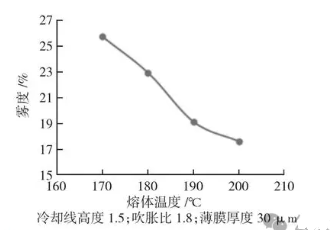
Increasing the processing temperature causes the LLDPE molecular chains to relax, reducing molecular orientation and increasing irregularities during the crystallization process, which lowers crystallinity and improves light transmittance. However, if the processing temperature is too high, the melt strength decreases, and the cooling efficiency of the equipment limits the stability of the film bubble, increasing wrinkles and reducing light transmittance.
For DFDA-7042, when the temperature is below 160°C, the film surface shows streaky patterns and many fisheyes due to insufficient melting and plasticization of the polymer. When the temperature exceeds 200°C, the film bubble distorts and shakes violently, resulting in poor film formation. The effect of melt temperature on film haze is shown in Figure 1.
2.2 Effect of Cooling Line Height
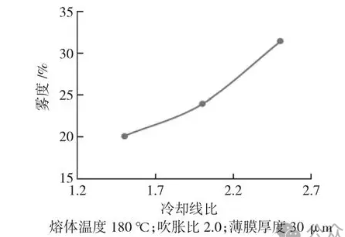
The cooling line refers to the boundary where the plastic transitions from a viscous fluid state to a highly elastic state. It is the solidification point of the polymer during crystallization. As crystallization occurs, the transparency of the polymer decreases. Increasing the height of the cooling line allows the film more time to solidify, giving the molecules more time to relax, which improves molecular orientation and balance both transversely and longitudinally. This enhances the mechanical properties of the film. However, the spherulites formed during crystallization also grow larger, which degrades the optical properties.
The height of the cooling line is constrained by the diameter of the cooling air ring opening and the die diameter. If the cooling line is set too low, the melt emerging from the die will expand and touch the air ring opening. If the cooling line is too high, the film bubble will become unstable, oscillate vertically, and result in uneven film thickness. The specific effects are shown in Figure 2.
2.3 Effect of Blow-Up Ratio
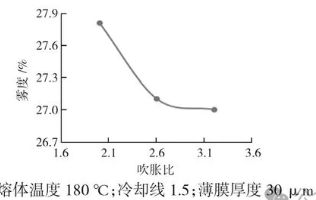
Increasing the blow-up ratio allows the film bubble to undergo better plasticization during expansion, which benefits the film's transverse and longitudinal stretching. This affects the melt crystallization rate, resulting in smaller spherulites and reduced haze. When the blow-up ratio reaches 2.6, the impact on film haze becomes relatively stable. At a blow-up ratio of 3.2, the air ring's bell mouth closely adheres to the melt, causing the film bubble to rupture even with slight oscillations. Conversely, when the blow-up ratio is below 1.5, the film exhibits significant serpentine motion and noticeable wrinkles due to the limited efficiency of the air ring's cooling. The specific effects are shown in Figure 3.
2.4 Orthogonal Experiment for Blown Film Process
Due to the interactions among various influencing factors, single-factor experiments cannot effectively determine the optimal film-forming conditions. Therefore, the orthogonal design method is used to optimize the best experimental parameters. Based on the results of the aforementioned single-factor investigations, a three-factor, three-level orthogonal experiment is established, as shown in Table 1.
2.5 Analysis of Experimental Results
From the results shown in Table 2, it can be observed that the primary factors affecting the film haze are the height of the cooling line and the melt temperature. The blow-up ratio has a relatively minor impact on haze.

①②③ represent the sum of haze values at different levels of various factors. R is the difference between the maximum and minimum values among ①②③. The optimal film-forming conditions are determined to be a melt temperature of 200°C, cooling line height of 1.5, and a blow-up ratio of 3.2.
2.6 Optimal Film-Forming Conditions and Analysis
Through orthogonal experimental data, the optimal film-forming conditions are determined. Considering the ease of operation, as well as energy and material consumption, Experiment 8 is comprehensively selected: a melt temperature of 200°C, a cooling line height of 2.0, and a blow-up ratio of 2.0, as the optimal conditions for film formation.
3 Conclusions
Among the factors affecting the film-forming conditions for DFDA-7042, melt temperature and cooling line height have a significant impact on light transmittance, while the blow-up ratio has a relatively minor effect.
The optimal film-forming conditions are: a melt temperature of 200°C, a cooling line height of 2.0, and a blow-up ratio of 2.0.
The diameter of the air ring bell mouth of the film-forming apparatus directly restricts the adjustment of the blow-up ratio of the film, especially under conditions of a larger blow-up ratio, where film breakage is more likely to occur.
More News
Jul 28,2022
Advances in High Barrier Film Materials Research
Jan 10,2022
Study on the Heat Sealing Performance of Polyethylene Films
Nov 12,2021
Study on the Light Transmittance of DFDA-7042