

Study on the Heat Sealing Performance of Polyethylene Films
With the economic development, technological progress, and continuous improvement of people's living standards, food is becoming increasingly diverse, and packaging technology is rapidly evolving. Plastic flexible packaging, primarily composed of films, is widely used in the packaging of daily chemical products, food, and pharmaceuticals due to its lightweight, flexibility, small space occupation, and low cost. In practical use, most damages to packaging bags occur at the sealed portions, making the assurance of sealing quality critical.

Currently, most sealing processes employ heat sealing technology. According to the heat sealing theory, when heated above the heat sealing temperature, the plastic film seal becomes a viscous flow state. With the assistance of a certain heat sealing pressure, the molecules at the interface of the plastic film in a viscous flow state penetrate and diffuse into each other, causing the two film interfaces to fuse into a single entity with certain strength and sealing properties. The quality of heat sealing performance depends not only on the heat sealing process parameters but also on the heat sealing material of the film itself. At present, polyethylene resin is predominantly used as the heat-sealing layer of films. Polyethylene is divided into low-density polyethylene (LDPE) and high-density polyethylene (including metallocene polyethylene and traditional linear polyethylene). This paper investigates the influence of various types of polyethylene and the structure of the film itself on the thermal adhesion and heat sealing performance of the films.
1. Experimental Section
1.1 Main Raw Materials
Low-Density Polyethylene (LDPE):
Grade: 2420H
Melt Flow Rate: 1.9 g/10 min
Density: 0.922 g/cm³
Supplier: CNOOC and Shell Petrochemicals Company
Linear Low-Density Polyethylene (LLDPE):
Grade: 1001KI
Melt Flow Rate: 1 g/10 min
Density: 0.918 g/cm³
Supplier: ExxonMobil, USA
Metallocene Very Low-Density Polyethylene (mVLDPE):
Grade: 1012CA
Melt Flow Rate: 1 g/10 min
Density: 0.912 g/cm³
Supplier: ExxonMobil, USA
Metallocene Linear Low-Density Polyethylene (mLLDPE):
Grade: 1018FA
Melt Flow Rate: 1 g/10 min
Density: 0.918 g/cm³
Supplier: ExxonMobil, USA
Metallocene Linear Low-Density Polyethylene (mLLDPE):
Grade: 2018CA
Melt Flow Rate: 2 g/10 min
Density: 0.918 g/cm³
Supplier: ExxonMobil, USA
Metallocene Linear Low-Density Polyethylene (mLLDPE):
Grade: 1327CA
Melt Flow Rate: 1.3 g/10 min
Density: 0.927 g/cm³
Supplier: ExxonMobil, USA
Metallocene Linear Low-Density Polyethylene (mLLDPE):
Grade: 5401
Melt Flow Rate: 1 g/10 min
Density: 0.918 g/cm³
Supplier: Dow Chemicals, USA
Metallocene Medium-Density Polyethylene (mMDPE):
Grade: 4707
Melt Flow Rate: 0.7 g/10 min
Density: 0.947 g/cm³
Supplier: Total Petrochemicals, Belgium
1.2 Main Equipment and Instruments
Seven-Layer Co-Extrusion Blown Film Machine:
Manufacturer: Brampton Engineering (BE), Canada
PC Electronic Intelligent Tensile Tester:
Model: XLM(G)-50N
Manufacturer: Jinan Languang Electromechanical Technology Development Center
Heat Sealing Tester:
Model: GBB-B
Manufacturer: Guangzhou Biaoji Packaging Equipment Co., Ltd.
Heat Sealing Tensile Tester:
Model: HTT-L1
Manufacturer: Jinan Languang Electromechanical Technology Development Center
1.3 Sample Preparation
The samples were prepared using a co-extrusion blown film process with a blow-up ratio of 1.85. The film thickness was 80 micrometers, with a layer thickness ratio of 1:2:1. The formulations for each sample film are shown in Table 1.

1.4 Performance Testing and Structural Characterization
For each sample, 2 square meters were taken. The samples were required to be well-plasticized, flat, without damage or wrinkles. Heat sealing strength and thermal adhesion tests were conducted at different temperatures for each sample. Heat sealing strength was tested according to QB/T2358-1998, and thermal adhesion was tested according to ASTM F1921.
2. Results and Discussion
2.1 The Influence of Different Heat-Sealing Layers on Heat Sealing
Heat sealing strength refers to the strength of the heat-seal after cooling and stabilization, measured using a tensile tester. The greater the heat sealing strength, the more robust the seal, making it less likely to be damaged during transportation and storage, thereby ensuring better preservation. This paper discusses the influence of different heat-sealing layers on heat sealing from three aspects: sealing initiation temperature, heat sealing strength, and the heat sealing window, as illustrated in Figure 1.
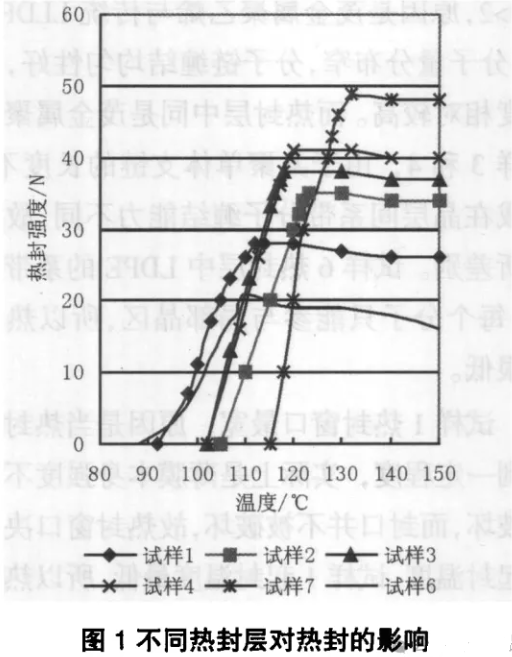
Except for sample 6, the initial sealing temperatures of the samples are as follows: 1 < (2, 3, 4) < 7. This is due to the density relationship of low-density polyethylene (LDPE) in the heat-sealing layers of the film samples: sample 1 < (2, 3, 4) < 7. Lower density results in thinner crystalline layers and a lower melting point, requiring less heat to achieve stable heat sealing, leading to a lower initial sealing temperature. The initial sealing temperature for sample 2 is higher than that for samples 3 and 4 because the heat-sealing layer in sample 2 uses linear low-density polyethylene (LLDPE), which has a broad molecular weight distribution and uneven distribution of comonomers. This results in a wide crystalline layer size distribution, with thicker crystalline layers and a higher melting temperature, leading to a relatively higher initial sealing temperature. In contrast, the heat-sealing layers of samples 3 and 4 use metallocene linear low-density polyethylene (mLLDPE), where the metallocene catalyst has a single active center, producing a narrow molecular weight distribution and uniform comonomer distribution. This results in thin and uniform crystalline layers that melt quickly, leading to a lower initial sealing temperature.
The heat-sealing layer of sample 6 uses LDPE. LDPE is produced by free radical high-pressure polymerization, and its crystalline aggregate state is not as tightly packed as low-pressure polyethylene, resulting in quick melting of the crystalline layers and thus a lower initial sealing temperature for sample 6. The lower the initial sealing temperature, the faster the heat sealing speed, and the better the adaptability for bag making, making the film suitable for high-speed packaging lines. Regarding the heat-sealing strength of each film sample, as the temperature increases, it gradually stabilizes and reaches a maximum. Samples with low-pressure polyethylene in the heat-sealing layer show that higher density leads to higher heat-sealing strength. Among samples with similar densities (2, 3, 4), the heat-sealing strengths are in the order: sample 4 > 3 > 2. This is because, compared to conventional LLDPE, metallocene polyethylene has a narrow molecular weight distribution and good uniformity in molecular chain entanglement, resulting in relatively high heat-sealing strength.
For samples 3 and 4, which both use metallocene polyethylene, the difference in strength is due to the different lengths of the comonomer side chains, which affect the entanglement ability of tie molecules between crystalline layers. Sample 6 has fewer tie molecules in its LDPE heat-sealing layer, with each molecule only participating in local crystalline regions, leading to very low heat-sealing strength. Sample 1 has the widest heat-sealing window because, at a certain temperature, the film itself fails due to insufficient strength before the seal is compromised. Therefore, the heat-sealing window is determined by the initial sealing temperature, and sample 1, with the lowest initial sealing temperature, has the widest heat-sealing window.
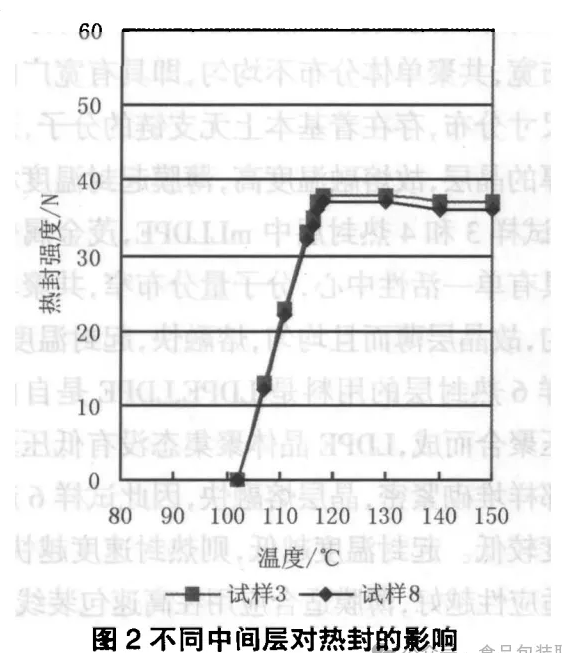
2.2 Effects of Different Intermediate Layers on Heat Sealing
The effect of different intermediate layer materials on heat-sealing strength is shown in Figure 2. Replacing the intermediate layer material of sample 3 with lower-strength LDPE results in sample 8, showing that the difference in heat-sealing strength is not significant. The influence of the intermediate layer on heat-sealing strength depends on the thickness of both the heat-sealing layer and the intermediate layer.
2.3 Effects of Different Heat-Sealing Layers on Thermal Adhesion
Thermal adhesion strength refers to the strength of the heat-seal when it is still relatively hot and has not yet cooled to ambient temperature. This is important in FFS (Form-Fill-Seal) packaging production lines, where the interval between the heat sealing of the bag and the filling of its contents is very short. It is nearly impossible for the heat-sealed part of the packaging to completely cool down within such a short time. Many materials need to undergo the filling process before the seal has cooled to room temperature, and the heat-sealed part is subjected to stress caused by the filling process. Therefore, the thermal adhesion properties of packaging materials are of significant importance. As shown in Figure 3, different heat-sealing layers have different effects on thermal adhesion strength.
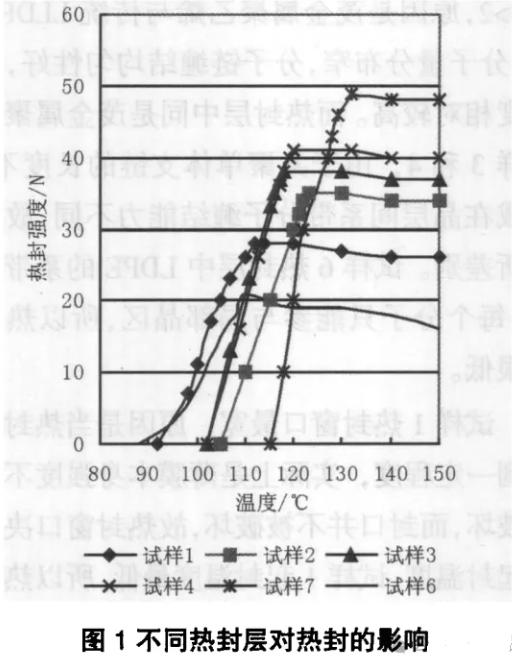
The trend of thermal adhesion performance for polyethylene resin as a function of hot air temperature resembles a parabolic curve. Initially, as the heat-sealing temperature increases, the peel strength of the seal continuously increases. However, as the crystalline regions within the film molecules melt and disentangle due to heat, the intrinsic strength of the film decreases. When the mode of seal failure shifts from peel failure to tensile failure due to insufficient melt strength, the thermal adhesion strength reaches its peak. Beyond this point, as the temperature continues to rise, the melt viscosity decreases rapidly, and the thermal adhesion strength also declines.
Among various types of polyethylene materials, metallocene polyethylene exhibits the best thermal adhesion performance, followed by conventional LLDPE, while low-density polyethylene (LDPE) performs poorly. Compared to low-pressure polyethylene, LDPE produced by high-pressure free radical polymerization has many long-chain branches and a higher creep activation energy, making its viscosity more sensitive to temperature changes. As the heat-sealing temperature rises, the viscosity of LDPE drops quickly, resulting in lower thermal adhesion strength and a narrower thermal adhesion window. Traditional linear polyethylene, due to its uneven comonomer distribution and broad molecular weight distribution, contains portions with low molecular weight and high branching, leading to relatively lower thermal adhesion. In contrast, metallocene polyethylene, under the influence of a single-site catalyst, produces fewer low and high molecular weight fractions and has a more uniform branch distribution, forming a narrow molecular weight and narrow branch distribution structure. This results in better thermal adhesion strength and a wider thermal adhesion window.
Different types of metallocene polyethylene also exhibit varying thermal adhesion strengths and windows. The heat-sealing layers of samples (1, 3, 5) are all made from ExxonMobil's metallocene polyethylene. The thermal adhesion strength order is sample 1 > 3 > 5. This is because sample 5 has a higher melt flow rate, lower molecular weight, lower melt viscosity, and lower melt strength, resulting in lower thermal adhesion strength. The thermal adhesion strength of sample 1 is slightly higher than that of sample 3, possibly due to the slightly higher density of sample 1, which accelerates crystallization and forms some crystalline regions. Sample 4, using DOW Chemical's metallocene polyethylene 5401 in the heat-sealing layer, employs INSITE metallocene catalyst technology, which introduces many long-chain branches, greatly improving processing performance. However, these long-chain branches increase the resin's sensitivity to temperature, causing the melt viscosity to drop more quickly with increasing temperature, resulting in lower thermal adhesion strength. Sample 1 has the widest thermal adhesion window because its low density allows it to achieve the required thermal adhesion strength at relatively lower temperatures, where the melt viscosity does not drop significantly, maintaining good melt strength, thus resulting in a wider thermal adhesion window.
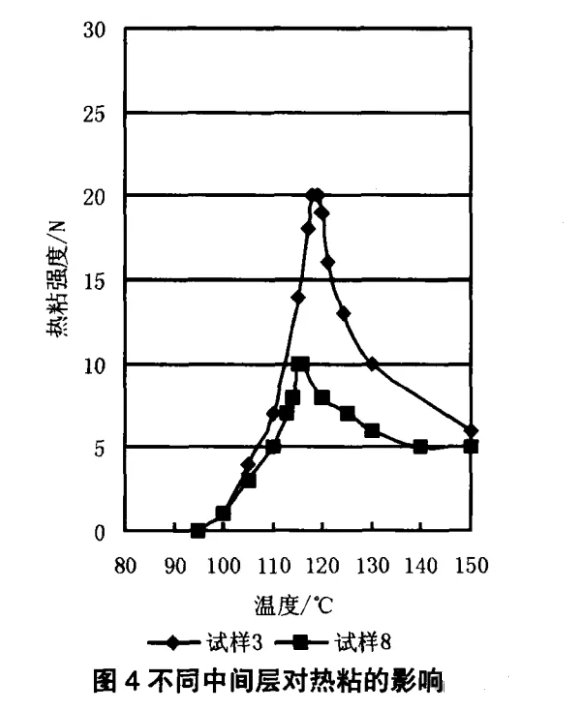
2.4 Effects of Different Intermediate Layers on Thermal Adhesion
The impact of different intermediate layer materials on thermal adhesion strength is shown in Figure 4. Replacing the intermediate layer of sample 3 with LDPE, which has lower thermal adhesion performance, results in sample 8, which exhibits reduced thermal adhesion strength. The reason is that heat sealing is a process of heat transfer. Even if the heat-sealing layer material has excellent thermal adhesion performance, if the intermediate layer material has poor thermal adhesion, the intermediate layer will be damaged first. As a result, the heat-sealing layer loses its reinforcing effect, leading to a rapid decline in thermal adhesion performance.
3. Conclusions
(1) Metallocene Polyethylene Exhibits the Best Heat-Sealing Performance: Metallocene polyethylene shows the best performance in terms of heat-sealing strength and thermal adhesion strength, followed by traditional linear low-density polyethylene (LLDPE), while low-density polyethylene (LDPE) performs poorly.
(2) Impact of Density on Heat-Sealing Performance: The lower the density of metallocene polyethylene, the lower the initial sealing temperature and the wider the heat-sealing window. However, the strength after cooling the heat seal will be lower. When the densities are similar, the longer the branches of the comonomer, the higher the heat-sealing strength.
(3) Effect of Melt Flow Rate on Thermal Adhesion Strength: For metallocene polyethylene produced by the same polymerization process, a lower melt flow rate results in a higher peak thermal adhesion strength. Lower density leads to a lower initial sealing temperature and a wider thermal adhesion window. However, the thermal adhesion strength of metallocene polyethylene produced by different polymerization processes is related to its specific molecular structure.
(4) Impact of Film Structure on Heat-Sealing Performance: The film structure also affects heat-sealing performance. The heat-sealing layer has a primary impact on heat-sealing performance, while the intermediate layer mainly affects thermal adhesion performance.
More News
Jul 28,2022
Advances in High Barrier Film Materials Research
Jan 10,2022
Study on the Heat Sealing Performance of Polyethylene Films
Nov 12,2021
Study on the Light Transmittance of DFDA-7042